手摇四环型热熔对接焊机(型号:JL-160(200/250)-4C,品牌:Haomo)
Manual butt-fusion pipe welding machine(Type:JLB-160(200/250)-4C)
PE热熔对接机操作视频:☞☞☞点击观看
性能及特点:
●适用于63-160、63-200、90-250规格的PE、MPP、PPH、PVDF等管材管件热熔对接。
●由对接机架(含卡瓦组)、加热板、铣削机(及其提篮架)等部分组成。
●合理的工程力学设计让焊接工作更加方便、灵活。
●四卡套结构令管材定位更加精确、牢固,锁紧机构可避免焊接时受到外力影响。
●夹具组、卡瓦组、热板、铣削机主体均为铝合金构造,轻巧坚固。
●卡套压盖单侧固定的翻盖式结构让焊接工序更加简短有效。
●由手轮摇柄带动双侧铁链再传动丝杆的精密机械机构提供熔接压力
●电动机驱动削铣刀具,双面刀片,自动向外导屑。
●热板采用耐高温不粘料涂层,可调式温控,性能稳定。
基本技术参数:
●可熔接规格(mm):63、75、90、110、125、140、160(180、200/225、250)
●温控范围:0~300℃
●温度误差:±5℃
●加热板功率:1.2KW/220V
●铣刀功率:0.8KW/220V
●外表涂色以实机为准

Haomo手摇型热熔焊机因其轻便灵巧的设计、实惠的价格而一直深受全国各地众多客户(甚至外商)的喜爱,广泛应用于各类管线施工工程中,适用于规格范围内的PE、PPH、MPP、PVDF等管材管件热熔对接。
Haomo手摇型热熔焊机相对于其他种类手动焊机的最大特点在于:丝杆传动

虽然我们Haomo同样也有两卡套的,但我们还是建议用户选用四环的,因为四卡套结构可令管材定位更加牢固、同心度更高,加上丝杆传动强大而稳定的位移能力,老用户们都懂的,丝杆结构的好处除了传动平稳有力,还有一个隐藏属性就是无论何时放开摇柄停止操作,它都能自动卡位,保证活动组绝不回退,而且这个简单的机械结构就达成了冷却时自动保压的功能!这是许多客户喜欢它的一个大优点,(也就是说:在等焊口冷却的时候,可以不用扳着顶着机架怼着管子了!可以腾出手来聊一会儿微信了!)
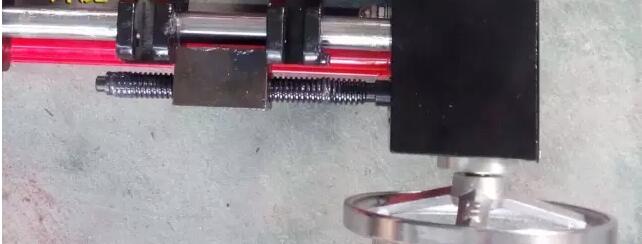
采用了更粗的丝杆,外径20mm,相对于老款来讲,丝杆更不容易变形!

配置了更大的外径200mm的手摇轮,稍微摇一下,活动组就能大步快速位移,可以有效缩短一些必须在尽可能短时间内完成的焊接工序。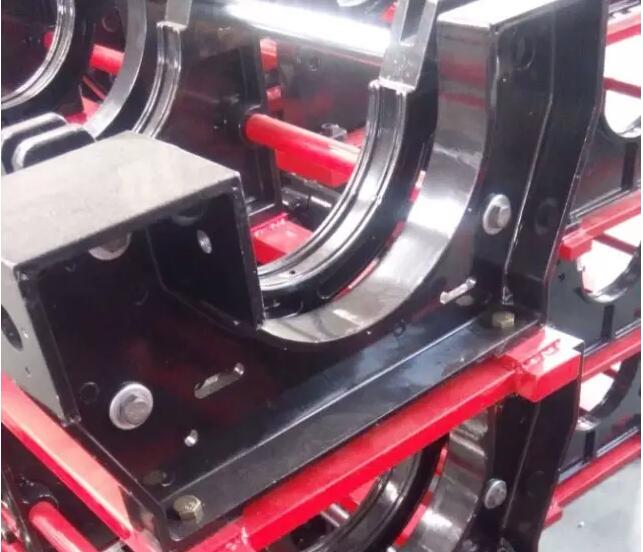
升级版的摇柄侧采用了铝合金整体压铸的传动箱体。

因为升级版的传动箱内部采用了全新的机械传动构造,只用一整根链条传动,尽可能少用伞齿。这样的设计就是考虑到机器在长期使用后,因为各种各样原因导致传动件偏移而引起故障;而链传动保证了更高的容错率,允许更大的机械偏差,也更易后期维护。

总之,升级版在价格不变的前提下,在用料和做工上做了更多的提升,在机器性能上也做到更加稳定和完善,而且在考虑到后期维护而采用了更科学的改进方案,使得这款经典的手摇型热熔机在我们塑料管道焊接领域独具一格,希望广大新老客户一如既往继续支持!我们会更加努力为大家呈上质量可靠、价格实在的焊机!
|
Functions and Features
●Suitable for welding of plastic pipes and / or fittings made of PE, PP, and PVDF can be operated in any complex work condition.
●It consists of: the basic frame, milling tool, heating plate, storage rack for milling tool & heating plate
●Four clamps can make the location accuracy and strong.
●Removable PTFE coated heating plate with separate temperature control system, Electric planning tool.
●Be made of lightweight and high strength material; simple structure, small and delicate, user friendly.
Basic Technical Parameter
Pipe sizes 63,75,90,110,125,140,160(180、200/225、250)
mm
Heating Plate Max. Temp. 300℃
Temp. deviation in surface (170~280℃) ±5℃
Working Voltage 220V,50Hz
Heating Plate Power 1.2 KW
Planning Tool Motor Power 0.8 KW
|
PE 热熔焊机操作规程
一、 操作:
1. 接好油管、电热板连线、铣刀电源线。
2. 插上总电源线,打开机箱左侧总电源开关及液压电机开 关。
3. 通过设置开关,将加热温度设定为 220℃。打开加热开关。
4. 将待对接管材固定于夹具两端。两根管材的间隙以能放入 铣刀盘为宜。
5. 放上铣刀盘,将对接里昂端铣平,注意:应先启动铣刀, 然后启动油缸缓缓前进 (切削压力由小到大调至油缸慢慢移 动为宜,注意:切削压力不得大于 3Mpa) ,当出现连续切削 时,撤去铣刀盘。通过调节夹具的松紧(必要时转动管材) 来校直两对接件,使其错位量不大于壁厚的 10%。
6. 当加热板达到设定温度后,将加热放置于夹具两端面之 间。
7. 按住液压开关“进” ,将管材两端面压至电热板加热,当 两端面受压达到相应翻边时(具体翻边高度,请参考数表) , 松开开关,保持吸热状态(吸热时间见参数表) 。
8. 达到吸热时间后,按下液压开关“退” ,退回油缸,迅速 取出电热板后,立即按下“进”位(此切换时间越快越好, 允许最大切换时间见参数表) ,使两端面对接受压直至出现 3mm 左右翻边时,立即松开按钮。
9. 冷却至环境温度。卸除固定夹具。
10. 对接结束。
二、安全注意事项 :
1. 使用前先拧松液压站油箱上方加油口的螺塞。
2. 通电前先检查电热板和铣刀盘的电源是否正确连接。
3. 在切削过程中,必须先启动铣刀,然后启动液压系统,同时 切削压力不可过大,以免烧毁铣刀电机。
4. 使用时油压应调整适当,不能过大或过小,以免影响正常工 作。
5. 保持液压系统清洁,避免杂物进入液压回路。如长期工作, 应每隔半年更换一次液压油,本机使用 46 号液压油。
6. 焊接结束后,及时关闭液压电机开关,以免电机长时间工作 引起液压油发热。
7. 刀片高度的调整,本机配置的刀片为双面刀片,用户在更换 刀片时应调整刀片刃口高出平面 0.1~0.5mm,太高会使切削 量太大,加重电机负担,太低则无法切削。]
8. 确保可靠接地,保证人身安全。
9. 如发现油缸在前进时压力表无压力显示,只需将两块接头 调换即可。




